

1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Правила аттестации сварщиков изложены в разд. 4 части III «Техническое наблюдение за изготовлением материалов» Правил технического наблюдения за постройкой судов и изготовлением материалов и изделий для судов.
В настоящем приложении содержатся дополнения и изменения применительно к аттестации сварщиков для допуска их к выполнению сварочных работ при изготовлении и ремонте контейнеров.
1.2 Аттестация сварщиков может проводиться постоянно действующей комиссией, состав которой утверждается приказом по предприятию.
1.3 В состав комиссии должны входить:
- главный инженер предприятия - председателькомиссии;
- инженер по сварке - заместитель председателя (секретарь);
- начальник отдела контроля качества (ОКК) или отдела технического контроля (ОТК);
- начальник (мастер) производственного участка;
- инженер по технике безопасности;
- представитель Регистра (по согласованию).
2 ПОРЯДОК РАБОТЫ АТТЕСТАЦИОННОЙ КОМИССИИ.
ОФОРМЛЕНИЕ ДОКУМЕНТАЦИИ
2.1 Комиссия осуществляет проверку теоретических знаний сварщиков, присутствует при заварке проб, рассматривает результаты испытаний сварных проб для вынесения решений по этим результатам.
2.2 Все члены комиссии должны быть извещены о дате ее заседания:
- работающие на предприятии - не менее чем за 3 дня;
- из других организаций - не менее чем за 10 дней.
2.3 Комиссии должны быть представлены:
- программа аттестации сварщиков;
- списки аттестуемых сварщиков с указанием образования, разряда и стажа работы по специальности;
- свидетельства (удостоверения) сварщиков;
- заключения по результатам испытания сварных проб (при повторных испытаниях);
- справка о качестве выполняемых сварщиками работ, подписанная отделом контроля качества (отделом технического контроля), для освобождения сварщика от повторных испытаний.
2.4 Решение комиссии считается законным, если на заседании присутствует не менее 60 % ее состава.
2.5 При проведении практических испытаний достаточно присутствия двух членов комиссии (начальника ОКК (ОТК) и инженера по сварке) для наблюдения за выполнением сварки и оценки качества проб по внешнему виду и представителя Регистра.
2.6 По результатам проведения теоретических и практических экзаменов сварщиков аттестационная комиссия оформляет протокол по форме, рекомендуемой в приложении 3 разд. 4 части III «Техническое наблюдение за изготовлением материалов» Правил технического наблюдения за постройкой судов и изготовлением материалов и изделий для судов.
2.7 На основании протокола аттестации сварщиков и при условии выполнения всех требований Правил изготовления контейнеров к аттестации сварщиков Регистр оформляет и выдает Свидетельство о допуске сварщика (форма 7.1.30).
3 ПРОВЕРКА ПРАКТИЧЕСКИХ НАВЫКОВ
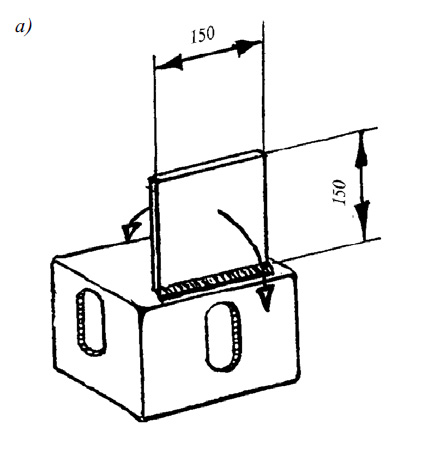
3.1 Для сварщиков, осуществляющих сварку деталей и узлов с угловыми фитингами, необходимо выполнить сварку специальной тавровой пробы (см. рис. 1).
3.2 Для сварщиков, осуществляющих сварку на автоматических (механизированных) установках, выполняется проверка их работы на свариваемых деталях и узлах контейнера с последующим их визуальным контролем и измерением. Сварщик должен показать умение настраивать установку, корректировать режимы сварки и другие необходимые параметры.
3.3 Материалы сварных проб должны быть такими же, какие применялись в конструкциях контейнеров. Качество стали должно быть подтверждено свидетельствами. Проведение сварки на других материалах не допускается.
3.4 Размеры испытательных пластин для сварных проб указаны в приложении 1 разд. 4 части III «Техническое наблюдение за изготовлением материалов» Правил технического наблюдения за постройкой судов и изготовлением материалов и изделий для судов и на рис. 1 и 2.
3.5 При неудовлетворительных результатах внешнего осмотра сварщик имеет право на повторную сварку контрольной пробы, при неудовлетворительном результате повторной пробы сварщик исключается из списка аттестуемых.
4 КАЧЕСТВО СВАРНЫХ ШВОВ
4.1 Качество сварных швов оценивается в соответствии с указаниями 4.4.5 разд. 4 части III «Техническое наблюдение за изготовлением материалов» Правил технического наблюдения за постройкой судов и изготовлением материалов и изделий для судов.
|
|
|
|
* Минимум 4мм либо максимальная толщина, применяется в конструкции Рис. 1 Специальная тавровая проба, испытываемая на излом: а) - общий вид; б) - разрез |
|
|
|
|
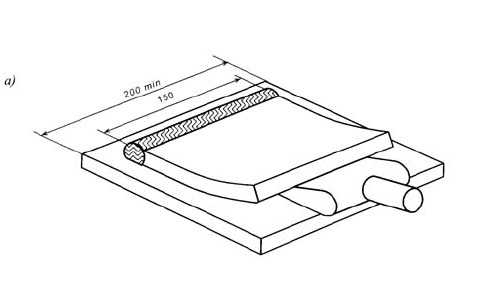
| Рис. 2 Нахлесточная проба, испытываемая на разъединение пластин: а) - общий вид; б) - разрез | |


Предыдущая Оглавление Следующая
ООО «Транстек» - Рефконтейнеры.рф ®